
Do testów redakcyjnych wpadł nam w ręce filament Fiberlogy PCTG, który wydaje się być czymś ciekawym, łączącym zalety łatwego druku z PLA ,zwiększonej odporności na temperaturę i udarności ok. 20 razy większej jak znany PETG.
PCTG to modyfikowany glikolem kopoliester, należący do tej samej rodziny poliestrów co popularny PETG. PCTG oferuje zwiększoną udarność, odporność na temperaturę i przejrzystość, co czyni go dobrą alternatywą do wcześniej wymienionego filamentu PETG.
W tym teście zamierzam sprawdzić szereg parametrów porównując je do materiałów PETG i PLA. Sprawdzę też ogólną łatwość wydruku, nitkowanie, a także czym najlepiej kleić wydruk z PCTG.
Wygląd i pakowanie
Filament pakowany jest w kartonowe pudełko w którym znajduje się próżniowo zapakowany woreczek strunowy z oryginalnie wyglądającą rolką filamentu z dwoma obłymi bokami. Mogą one stanowić problem w przypadku, gdy drukarka ma ograniczoną przestrzeń na rolkę filamentu. Poza tym jest to zbędny element, który na pewno wpływa na cenę finalną materiału.
Otwór w rolce na mocowanie materiału jest w standardowym rozmiarze. Dodatkowo w woreczku znajdziemy pochłaniacz wilgoci i instrukcję z zaleceniami dla użytkownika w 6 językach. Co ciekawe, producent na etykiecie pudełka podaje zmierzoną średnią realną średnicę dla całej rolki. Może niewiele to da końcowemu użytkownikowi, ale w formie ciekawostki można z każdą nową rolką wpisać ten parametr do naszego slicera, jako średnicę filamentu (Na 2 różne szpule filamentu ta wartość różniła się o 0,002 mm ).

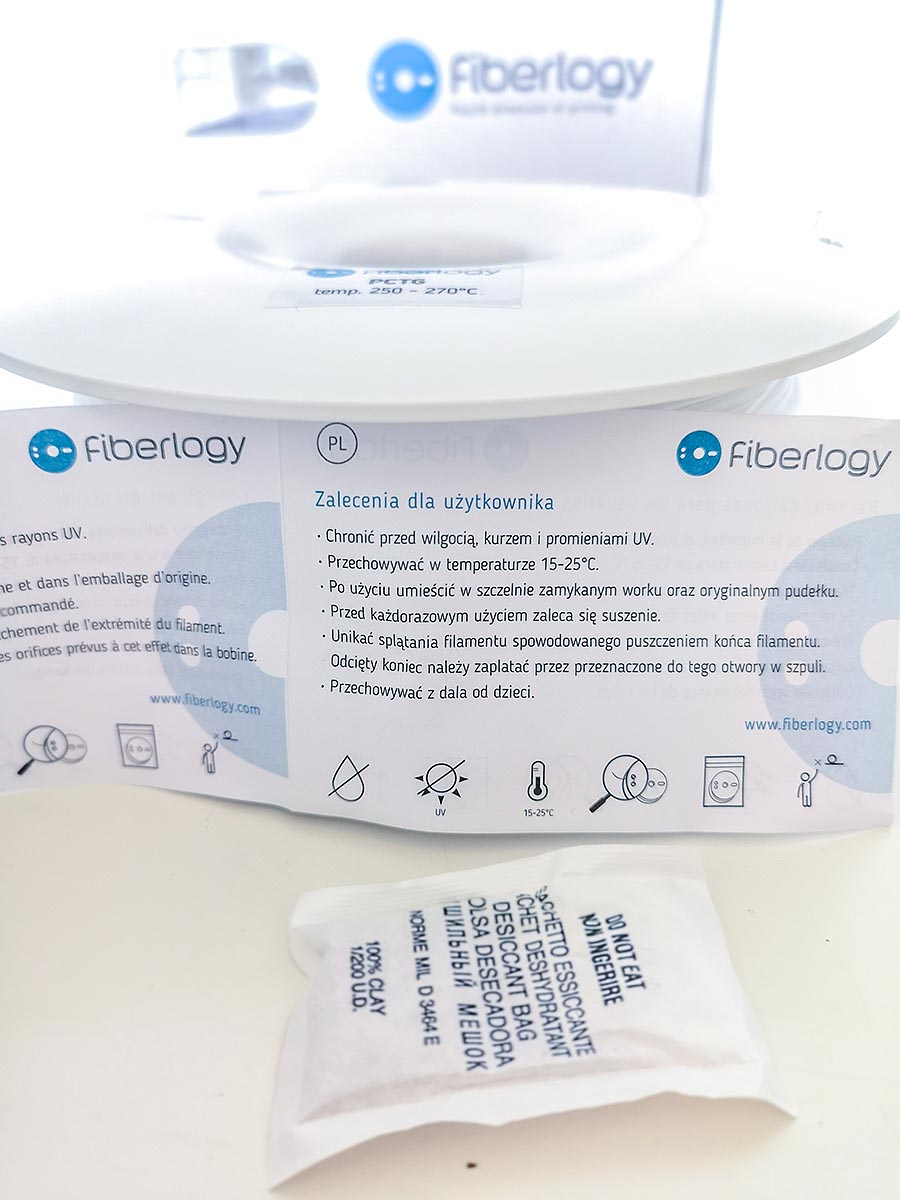
Równość nawinięcia na rolce – wygląd jak na zdjęciu poniżej, filament nie jest ułożony idealnie równo jeden przy drugim, ale nie jest poplątany i z łatwością odwija się ze szpuli. Po przedrukowaniu ok 200 gram nie zauważyłem, żeby był z tym jakiś problem.
Filament w dotyku jest szorstki, na powierzchni ma strukturę, prawdopodobnie od ciągnącej rolki w procesie produkcji. Wydaje się, że dzięki temu trzyma się jeszcze lepiej w radełku ekstrudera.
Drukowanie
Producent zaleca temperatury ekstrudera w przedziale 250 – 270 stopni, ustawiłem pośrodku, czyli 260 stopni Celsjusza. Grzany stół na 100 stopni. Producent podaje, że przez mały skurcz temperaturowy materiał nie potrzebuje grzanej komory.
Na pierwszy wydruk zdecydowałem się wydrukować wazę low poly Rose z projektu na thingiverse. Jako slicer użyłem nowej Cury w wersji 4.9.0. Użyłem opcji o nazwie spiralize, w innych slicerach znaną jako tryb vase (tryb wazy), pomija ona zmianę warstwy z retrakcją, a materiał kładziony jest po obrysie modelu jednocześnie z płynną ciągłą zmianą wysokości osi Z. Dzięki temu zabiegowi, powstaje model, który nie ma widocznych przejść pomiędzy warstwami.
Wydrukowałem 3 wazy w kolorach: Blue, Navy Blue i Transparent. Przy tych parametrach wydruku, wazy są szczelne i trzymają wodę (zalecam co najmniej 3 dolne warstwy). Wysokość warstwy została ustawiona na 0,12 mm. Warstwy są dobrze zespolone, a materiał w dotyku przypomina butelkę PET.

Po wazach przyszła kolej na wszystkim znany stateczek 3DBenchy
Wydruk jest poprawny, nawet specjalnie nie podchodząc do kalibracji filamentu PCTG. Statek został wykonany na profilu cięcia dla filamentu PLA, ze zmienioną temperatura głowicy i stołu.
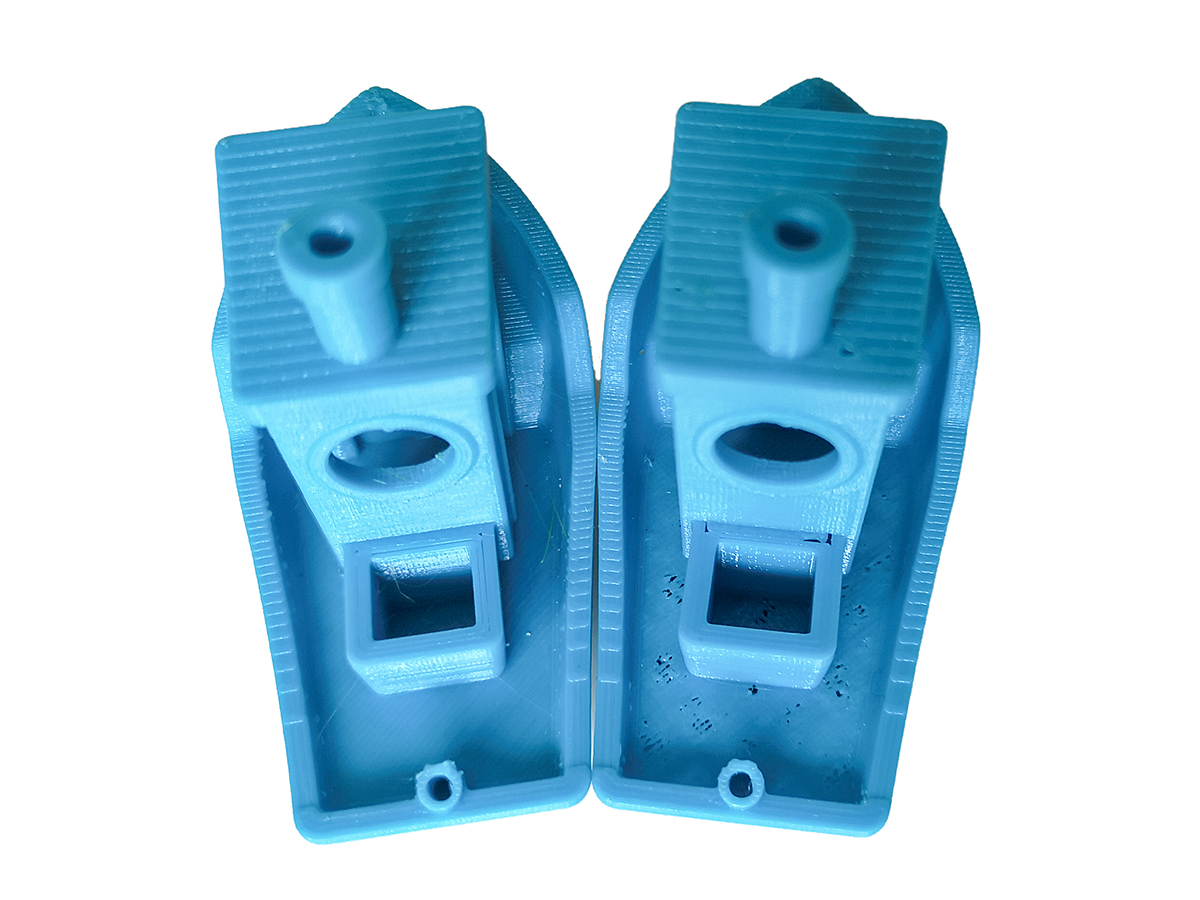
Jedyną widoczną wadą wydruku jest podobnie jak w przypadku filamentu PETG, niepełne i poszarpane wypełnienie górnej warstwy, związane z małą ilością pełnych górnych warstw, w przypadku jeśli wydruk nie ma 100% wypełnienia środka. Poniżej porównanie wydrukowanego 3DBenchy z dwoma pełnymi górnymi warstwami (w slicerze Cura opcja „Top Layers”) i 4 pełnymi warstwami górnymi. Widać różnicę w wykończeniu powierzchni górnych warstw.

Nitkowanie
Wydrukowany stateczek 3DBenchy pokazał w niektórych miejscach drobne nitki. Postanowiłem wydrukować dwie wieże mające sprawdzić jaki wpływ na nitkowanie przy tym filamencie PCTG ma temperatura. Zakres testowanych temperatur to 240 -270. Wyniki poniżej.
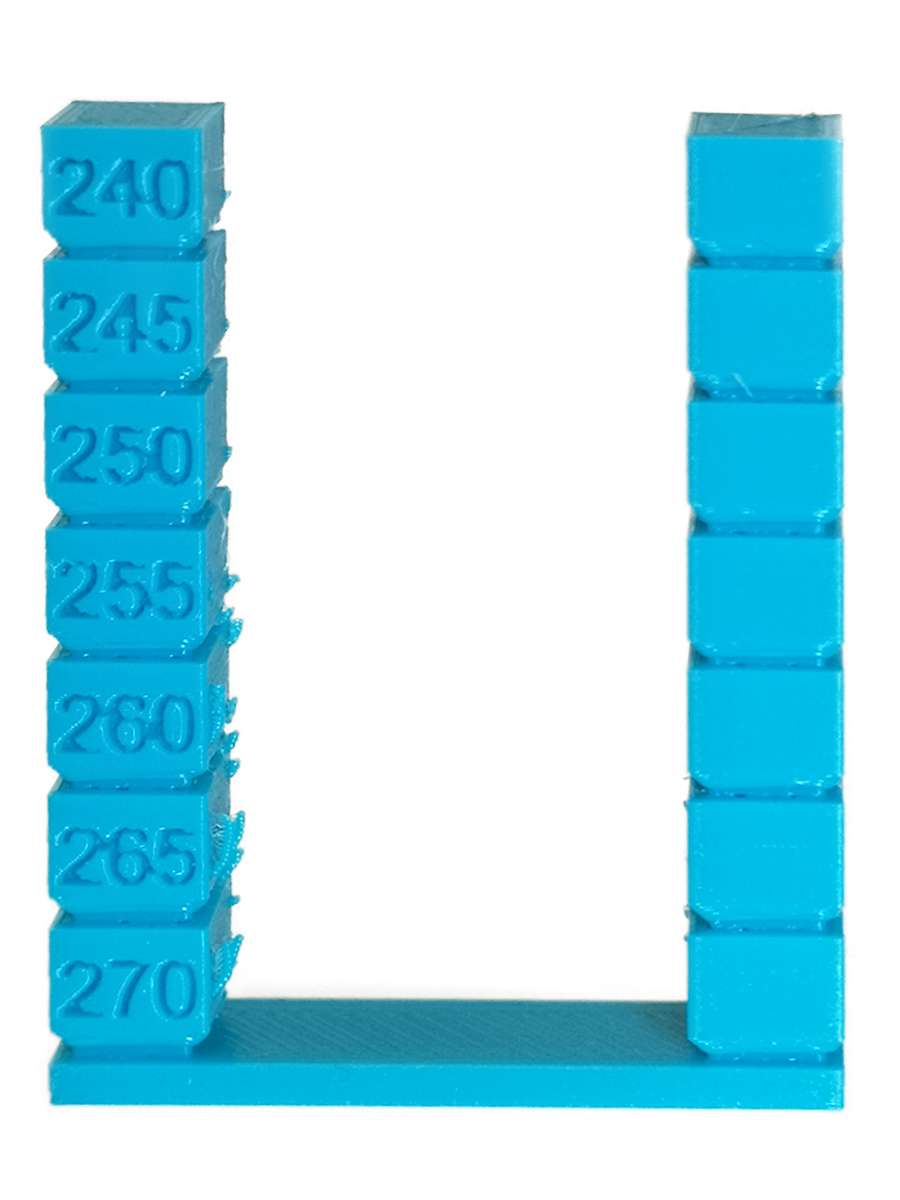 Niestety przy odrywaniu ze stołu uszkodziłem wieże, ale dalej da się odczytać, przy jakiej temperaturze jest najlepiej. Widać, że filament dobrze płynie przy szerokim zakresie temperatury, bo różnica na tych wieżach to 30 stopni. Nitkowanie zaczynając od najwyższej temperatury – 270 stopni, kończy się przy 250 – 245 stopniach (ten parametr będzie zależał od głowicy, użytego w nim termistora, ale również od wysokości warstwy – im mniejsza wysokość tym mniejsza temperatura głowicy – u mnie warstwa 0,12 mm).
Niestety przy odrywaniu ze stołu uszkodziłem wieże, ale dalej da się odczytać, przy jakiej temperaturze jest najlepiej. Widać, że filament dobrze płynie przy szerokim zakresie temperatury, bo różnica na tych wieżach to 30 stopni. Nitkowanie zaczynając od najwyższej temperatury – 270 stopni, kończy się przy 250 – 245 stopniach (ten parametr będzie zależał od głowicy, użytego w nim termistora, ale również od wysokości warstwy – im mniejsza wysokość tym mniejsza temperatura głowicy – u mnie warstwa 0,12 mm).
Kolejny test czterech stożków przy temperaturze 250 stopni również pokazał problem z retrakcją – przy ekstruderze direct drive wartość ustawiona na 0,7 mm wycofania przy prędkości 20 mm/s (dla PLA na tym samym ekstruderze ustawienie 0,4 mm wycofania nie wykazuje już problemów z retrakcja w postaci nitek pomiędzy stożkami)

Nawisy i mosty
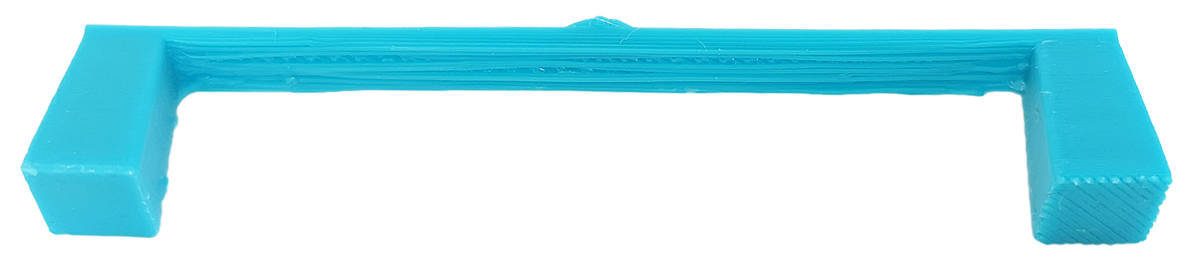
Głowica ustawiona na 260 stopni przy wysokości warstwy 0,12 mm, 2 wentylatory chłodzące wydruk ustawione na 60% swojej mocy. Widać, że materiał radzi sobie z mocniejszym chłodzeniem zdecydowanie lepiej niż PETG i warstwy dalej są mocno sklejone.
Z jednej strony przy teście nawisów widać problem z chłodzeniem, była to awaria jednego z wentylatorów chłodzących wydruk.

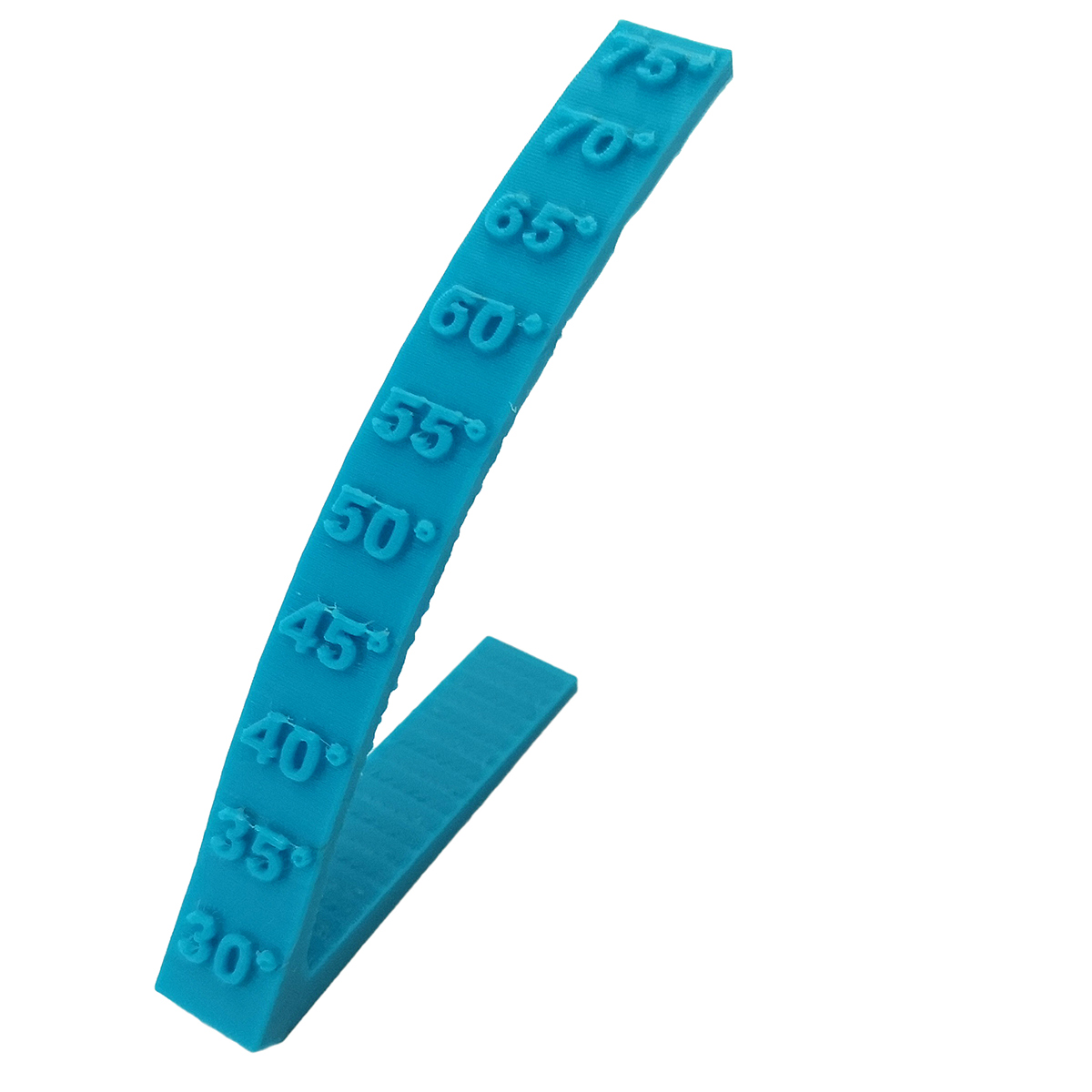
Mosty wyglądają dobrze (nie ma wiszących pojedynczych nitek). Test nawisów pokazał, że do 75 stopni nachylenia ściany nie ma większych problemów, wszystkie warstwy trzymają się razem.
Czym kleić części z PCTG?
Do klejenia materiału PCTG dobrze sprawdza się klej cyjanoakrylowy, szybko reaguje i mocno trzyma. Zamierzam jeszcze sprawdzić parę rodzajów kleju, wówczas zaktualizuję artykuł.
Ogólna ocena
Korzystałem wcześniej z filamentów kopoliestrowych, ale przyznać muszę, że nigdy nie drukowało mi się tak dobrze jak w przypadku PCTG. W strukturze bardzo przypomina PETG, ale drukuje się go lepiej, łatwiej (przynajmniej na mojej drukarce DIY), a przy tym wykazuje lepsze parametry wg. karty charakterystyki od PETG.
Jeśli chcecie, żebym sprawdził jakiś inny parametr tego materiału napiszcie w komentarzu.